
一、先把新产线的硬指标摆清楚:速度、厚度、均匀性的变化
产线自动化改造后,品控最先要盯紧三个硬参数。
卷绕速度。 新线标称80米/分,比老线快30%。但速度一提,张力控制跟不上就会断纸、起褶皱。试产期间品控必须守在分切机旁,盯着卷筒端面平不平、管芯是否跑偏。
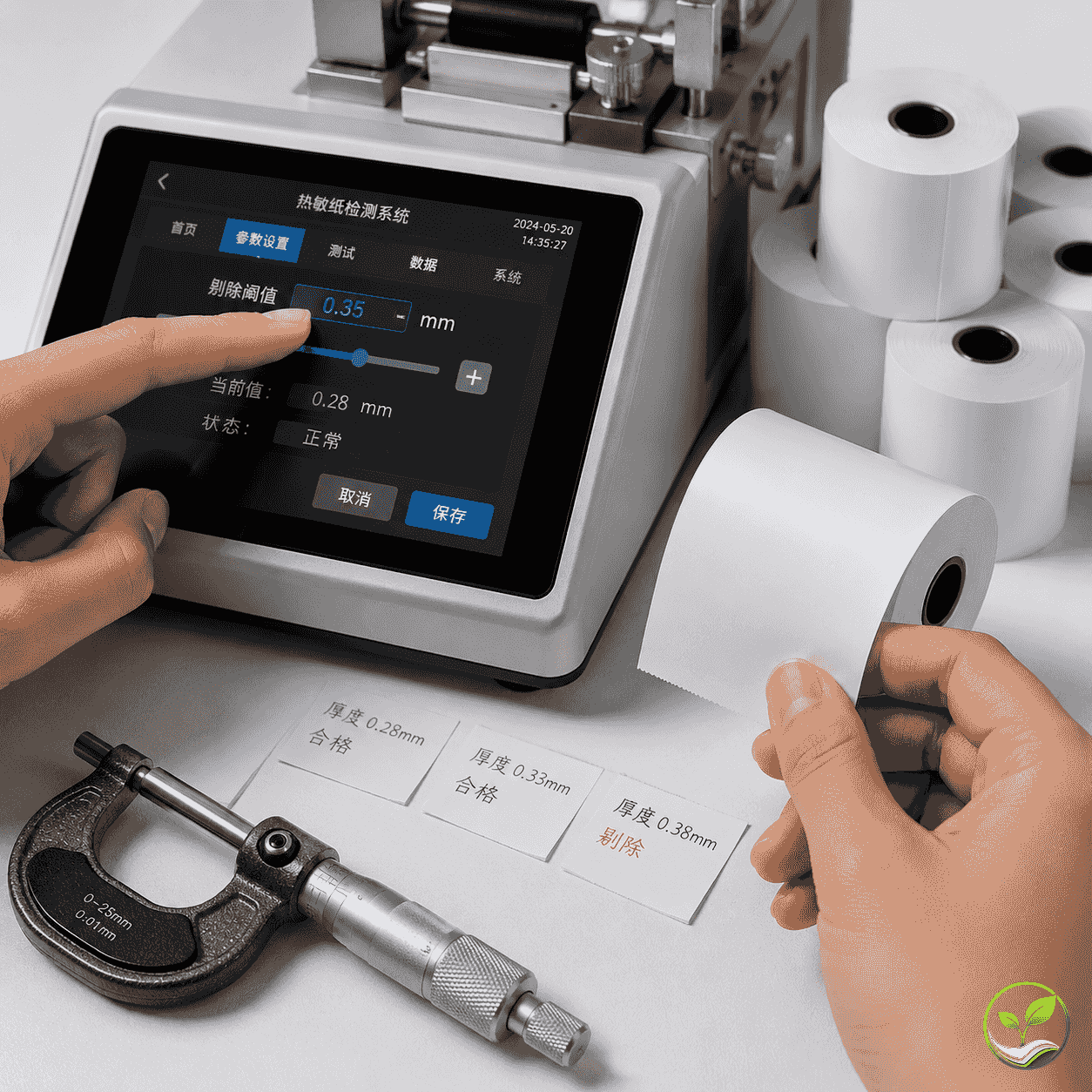
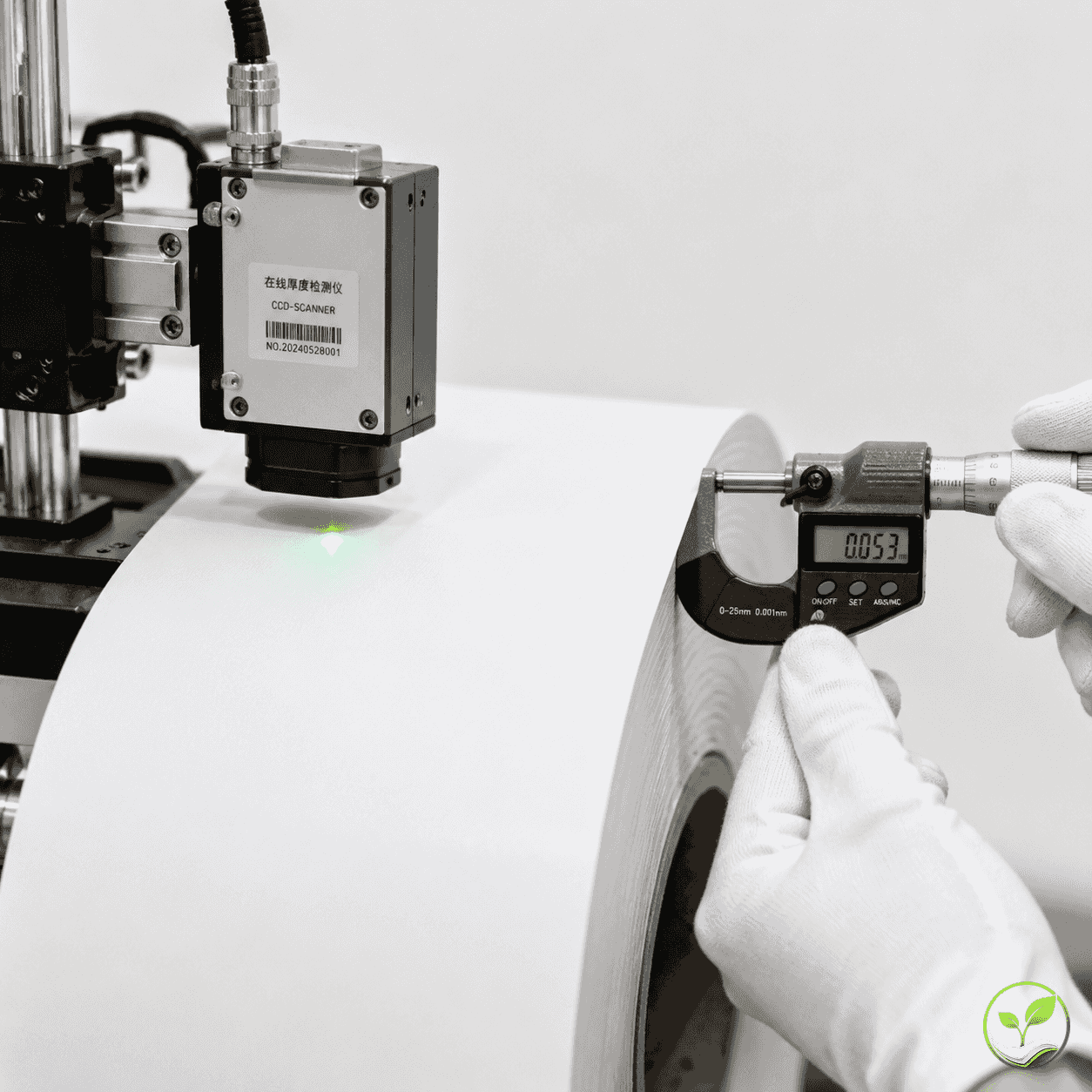
厚度精度。 新上的在线厚度检测仪标称±1微米,但这是恒温恒湿下的“实验室数据”。车间里涂布液粘度或烘干温度一波动,精度就“打折”。我们每周至少做一次离线千分尺抽检,在幅宽方向测6-8个点位,将在线与离线数据比对校准。
显色均匀性。 CCD视觉系统目标控制标准偏差在5%以内,但非常吃配方。每换一次配方批次,品控必须督促工艺员更新CCD标准模板,否则容易误判或漏掉白斑。
二、常见误区:以为自动化能零干预
误区一:有了在线监测,人工抽检可砍掉。在线监测有盲区,比如小卷纸边缘CCD看不到,涂布不良直到用户打印才发现。人工每班次随机剪样6-8次、拿放大镜检查是必须的。
误区二:速度快=效率高,只管提速。曾有一批80g/㎡三防热敏纸,速度拉到78米/分,干燥段跟不上导致内层粘连,整批报废。品控必须监控“速度-温度-粘度”三角平衡,发现粘结测试异常有权喊停。
误区三:零缺陷剔除率是设定出来的。来料纸基厚度波动从±2μm升到±4μm时,死扛CCD阈值只会让剔除率飙升。应据来料好坏动态调整剔除区间,设定保守、实际可用的逻辑。
常见误区FAQ
| 误区 | 实际情况 | 正确做法 |
|---|---|---|
| 有了在线监测,人工抽检可以砍掉。 | 在线监测有盲区,边缘异常、配方漂移无法全面覆盖。 | 人工抽检必须保留,试运行阶段每班次至少8次。 |
| 速度快=效率高,只管提速。 | 速度提升需配合干燥温度、涂布粘度,否则易导致干燥不充分、内层粘连。 | 品控监控“速度-温度-粘度”三角平衡,发现异常有权暂停提速。 |
| 零缺陷剔除率是设定出来的。 | 剔除率受来料稳定性影响,死板设定会导致大量合格品被误判。 | 据来料实际情况动态调整剔除区间,设定保守、可行的逻辑。 |
三、正确判断:人工抽检与在线监测互补
在线监测做24小时巡警,盯厚度和颜色的大趋势,防涂布头堵、刮刀伤等批量事故。人工抽检补配方漂移和边缘异常:配方漂移打印显色发灰;边缘异常靠近管芯处起皮或涂层脱落。试运行第一个月人工抽检每班次不低于8次,稳定后每班次6次。异常品剔除率不是固定数:来料稳定、配方不变时控制在2%以内;来料波动或换配方时可调到3%-5%。
四、执行动作:品控角色转变与异常处理
品控从“点”上解放,升级为管“线”和“面”:既要看监控趋势图,也要下车间摸实物,亲自判断白斑真假。
异常处理三层闭环:设备自动报警、自动剔除→品控现场取样人工验证→验证后更新在线检测模板参数并记录样本,下次机器能主动识别。
数据台账按日、周、月记录:日台账记平均厚度、偏差波动、剔除率、显色偏差;周台账汇总配方批次与稳定性画趋势图;月台账对比实际剔除与目标值,找改进点。建议每季度复盘倒逼工艺优化。
五、试运行期该盯的三个动作
试运行前三个班次,品控负责人亲自盯死:
- 厚度异常比对:在线实时数据与离线历史抽检逐段比对,确认误差稳定在±1微米内。
- 打印效果核查:每2小时用热敏打印机打一张试纸,观察显色温度是否偏移,偏移立刻让工艺员调整涂布液配方参数。
- 流程闭环确认:建立日台账模板,组织生产、设备、品控三方首次联合复盘,确认异常处理流程跑通,无断档。