
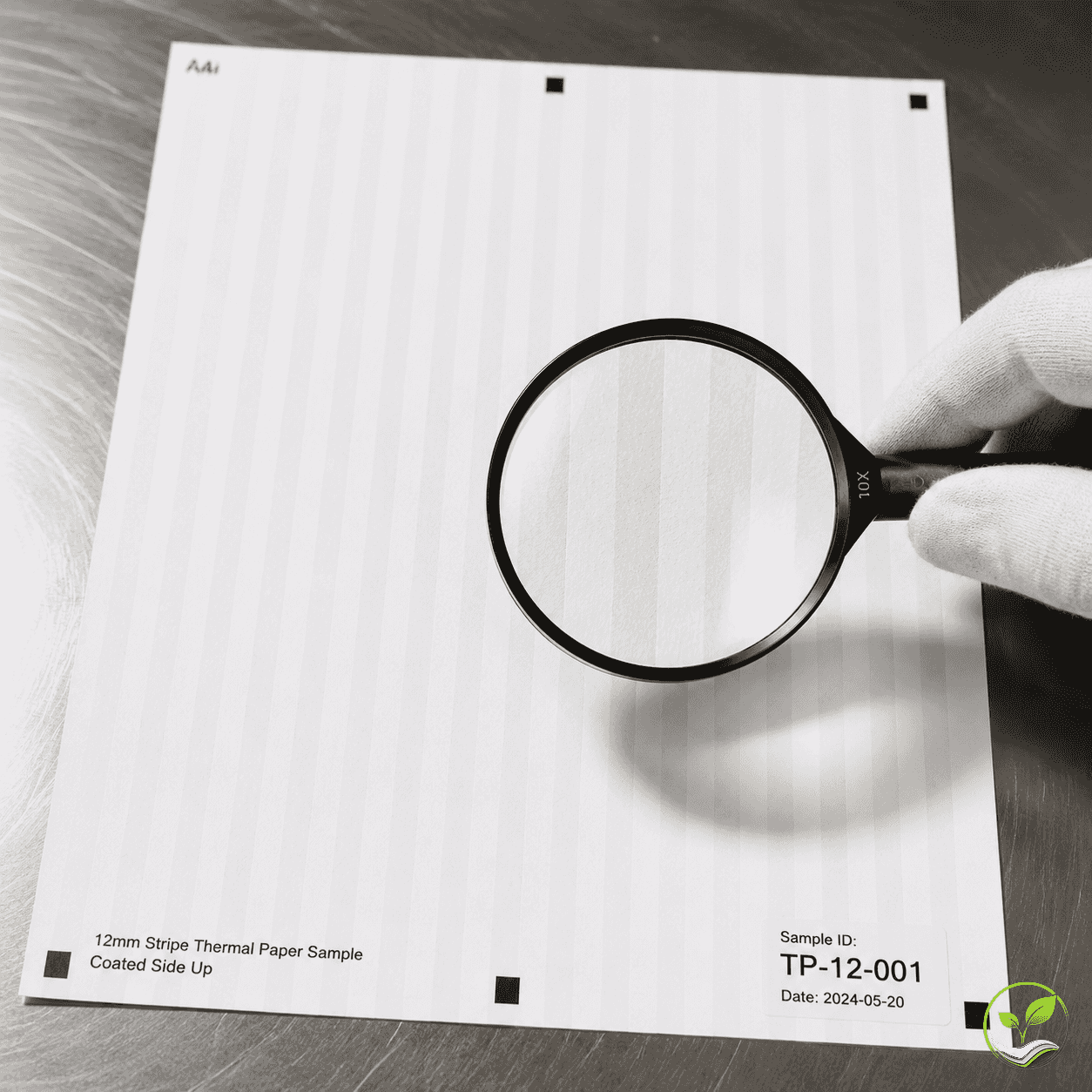
调试图:首次出纸成功,但涂布均匀度波动超预期
今天新产线首次试涂,均匀度波动超预期。11:07出纸,有效长度120米,宽幅1120mm,基材原纸,未上三防。11个采样点色密度均值1.25D,极差0.18D(内控≤0.12D),超标50%。干燥段出口可见纵向条纹,已停机拆涂布头检查。调试团队5人(设备方2人、车间工艺3人)正在检查刮刀垫片平整度。
现场环境与设备状态
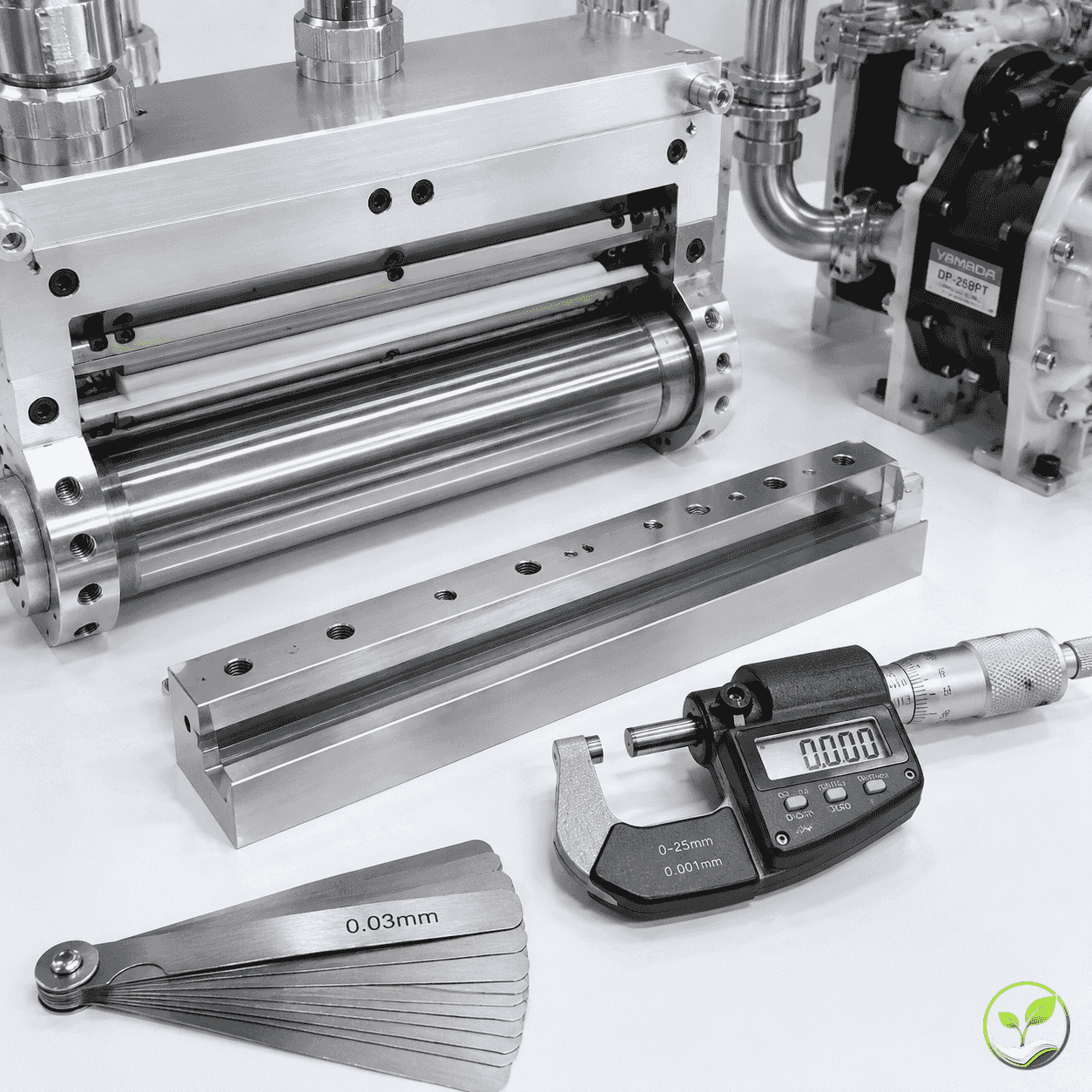
车间空调25±1℃,实测23.9℃;湿度48%RH,低于工艺上限。涂布段落尘最大0.8μm(标准≤1μm)。涂布机CL-2200,凹版,试跑30m/min。涂布辊背辊间隙初始0.15mm,调至0.12mm无改善。干燥段四段热风:65℃、80℃、85℃、90℃;出口纸温仅47℃(设计55℃),怀疑风速不均致干燥不足。收卷张力120N,端面偏移约3mm。
调试中具体问题及处理
问题一:涂布厚度偏差导致条纹
取样见间隔约12mm纵向浅色条纹,对应第二刮刀区。拆下刮刀,塞尺检查发现左端间隙比右端大0.03mm。现场用研磨机微修刮刀座后重装,液膜走向基本一致。但停机约20分钟致局部结皮,团队决定明天换新刮刀(成本200-300元)。
问题二:收卷张力波动
收卷至80米时张力从120N降至112N后回升,形成约0.5cm横向折痕。检查气胀轴夹爪,第四组弹簧偏弱,临时紧固后恢复。配件更换成本几十元,不换会影响后续收卷质量。
初步质量表现(限已测样段)
- 色密度:4个点低于1.20D,7个在1.25-1.32D。离散度高。
- 均匀度:条纹面积6%(需≤2%),影响条码、细字打印。
- 耐刮性:200g砝码往复5次,2/8点有轻微白痕,涂层强度不足。
- 收卷端面偏移3mm(内控≤2mm),走纸校准易报警。
| 指标 | 实测值 | 内控标准 | 结论 | 影响场景 |
|---|---|---|---|---|
| 色密度极差 | 0.18D | ≤0.12D | 超标 | 全幅打印质量不均 |
| 条纹面积 | 6% | ≤2% | 超标 | 条码、细字打印模糊 |
| 耐刮(白痕率) | 25% | 0% | 需改善 | 物流面单易蹭花 |
| 端面偏移 | 3mm | ≤2mm | 超标 | 标签打印机走纸偏移 |
现场协作与安全管控
每30分钟巡检涂布液循环泵温度(实测42-46℃,限值55℃)。操作员按检查表逐项签字,已完成12项。“涂布液防溅护罩”因调整刮刀临时拆下,已督促复位。停机期间佩戴防溶剂口罩,丙酮0.2ppm(安全限值500ppm)。
今日进度清单
- 首次出纸11:07,运行12分钟因条纹停机。
- 第二次试涂14:30-14:48,低速8m/min评估干燥段,纸温升至52℃但条纹仍在。
- 累计停机3次(含一次刮刀垫片脱落)。
- 参与人员5人(设备方2人、车间工艺2人、质检1人)。
收尾:采购依据?
本次试涂仅“技术上能出纸”,距稳定生产有差距。适合内部验证,不适合作为采购合格品依据。如需80x80热敏纸或打印机耗材,建议先申请小样跑完500米连续卷再决定。明天重点验证干燥段风速分布及换新刮刀后效果。若上午30m/min跑30分钟无新问题,约需3天进小批量试产。团队每日早8点复盘。