
一、先看参数:全自动分切机投用后的第一组实测数据
全自动分切机投产第一周就出了事:有操作员直接拿55g的张力曲线套到70g纸上,头200张切出5%的不规则波浪边。不同克重纸的张力需求差了一个档位。
品控团队72小时连续验证数据:单班产能从半自动机4800卷提升到6300卷,增幅约31%(连续3天、6个班次、共12,000张切纸实测)。切纸长度偏差控制在±0.5mm以内。首件检验(每换规格先切100张)切痕深度一致率达100%。但这些数据基于55g热敏纸。换70g纸时必须重新微调张力:55g纸拉伸强度低,张力过大易变形;70g纸刚性大,张力小了会跑偏。标准做法是每换克重先切100张试切,目视切痕均匀度、卡尺测纸边平直度,确认后再批量跑。
二、常见误区:以为全自动机器插电就能跑,忽略现场适配
投产第一周操作员踩了两个坑。
-
克重适配误区:55g和70g张力曲线不能通用。55g纸轻薄,张力太大起皱;70g纸厚重,张力太小跑偏。解决办法:每换克重必做100张试切。
-
环境湿度:梅雨季湿度75%–80%,设备自动张力调节反应偏慢,纸边毛刺从不足1%升至5%左右。启用除湿系统稳定在60%后毛刺改善。无除湿条件时,湿度超70%需每半小时巡检一次毛刺。
三、正确判断:与传统半自动分切机的三组实测对比
连续7天、相同规格(80x80热敏纸)实测对比(材料批次、操作员水平、环境一致):
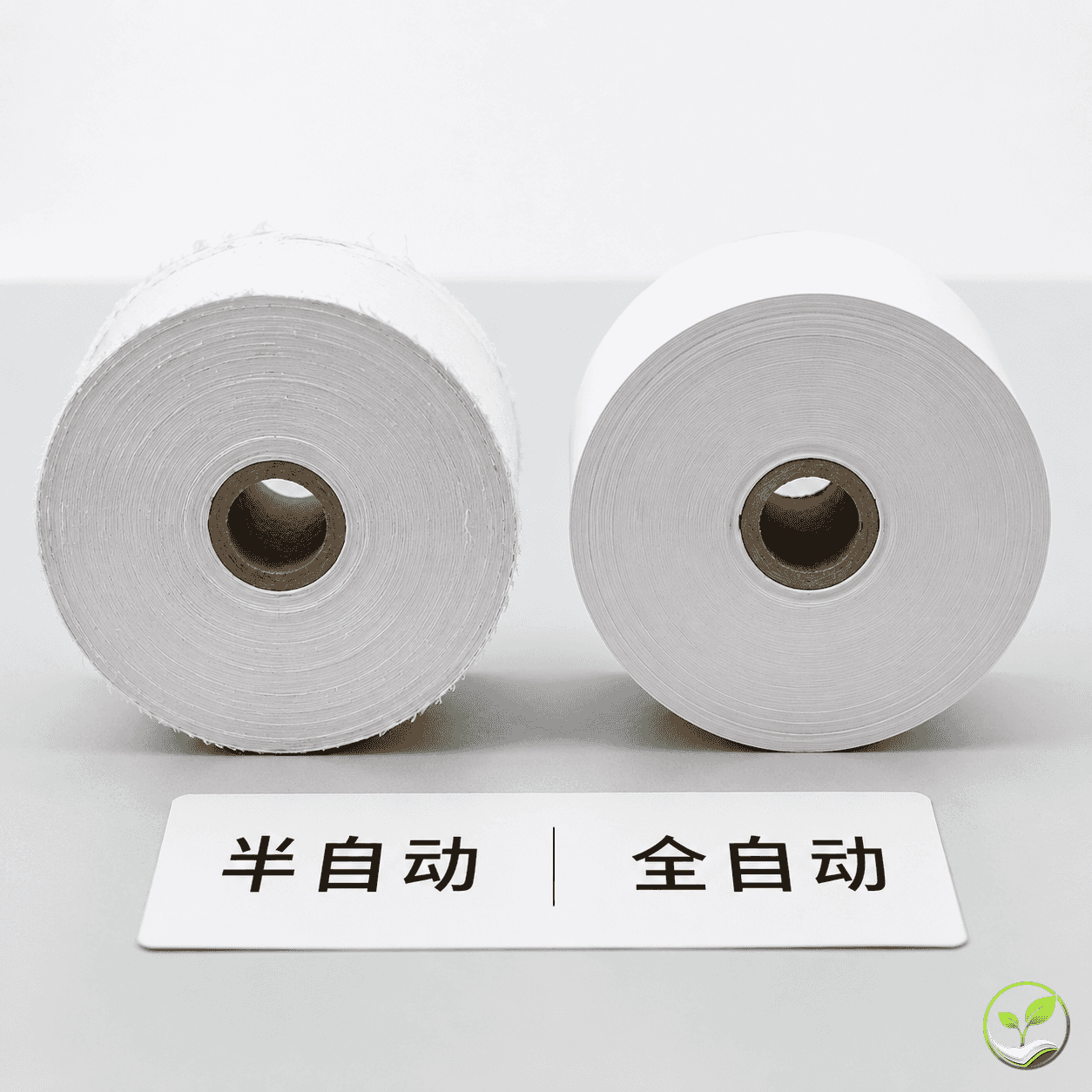
- 废品率:半自动机平均1.2%,全自动机0.4%。但未做试切时全自动机废品率反弹至0.8%左右。
- 切痕整齐度(目视毛刺比例):半自动机约8%,全自动机降至2%。湿度超70%时毛刺比例重新接近5%。
- 连续运行稳定性:半自动机每班调机2–3次(切刀张力波动导致纸卷松紧不一),全自动机每班≤1次,但调机必须按屏幕提示逐步操作。
核心判断:全自动机有硬优势,但首件检验是验证现场适配的唯一动作——每班第一单、每换纸种克重,必须做100张试切,合格才能继续。
四、执行动作:品控人员必须盯牢的五个巡检点
新设备投用前4周为磨合期,每班至少巡检两次(开机后1小时和班中5小时):
- 切痕深度一致性:随机抽5卷目视切痕线是否均匀透光,发现个别切痕过深立即调整切刀下压力。
- 纸边毛刺检查:高湿时段重点抽检首尾和中间段,毛刺比例超3%先查除湿系统,再查切刀刃口。
- 切纸长度抽测:每1000卷抽1组(每组5卷),卡尺测量应落在设定值±0.5mm内,超差立即查张力检测器。
- 张力指示器波动范围:正常波动应在设定值±3%以内,超5%说明原材料可能厚薄不均,需降速检查。
- 调机频次与原因记录:操作员每次调机后写明时间、原因、调整参数。品控统计,若每班超2次,技术员介入。
初期2–4周建议加频到每班3次,直到操作员形成习惯。可在巡检点旁挂常见调整对照表(如“纸边波浪→张力减小5%”等)。
五、收束建议:从首件检验走向参数积累
品控工作从“盯人返工”变成“盯数据停线”。核心建议:首件必检、故障必查、参数必录。坚持设备运行日志,未来3个月内可积累出不同克重、湿度条件下的张力参数表。这套方法适合批次稳定、有除湿条件且操作员培训到位的工厂;若频繁换料或无环境控制,首件检验和参数积累仍有效,但效果会打折扣——需在每次换料时花更多时间试切。