
你以为机器够快就稳了?——自动化生产中最常忽略的品控陷阱
不少生产主管第一次走进自动化热敏纸车间,看到涂布机以200米/分钟以上稳定运行,在线检测一片绿灯,就认定这批货没问题。结果首批次出货后客户投诉不断:涂层脱落、条码不清晰。事后发现涂层厚度在连续生产2小时后出现0.8微米的缓慢漂移,而在线监测因阈值过宽未报警。自动化高效运转不能代替主动干预——真正要防的是“一切正常”时的细微波动。
品控核心:涂布工艺里三个必须盯死的节点
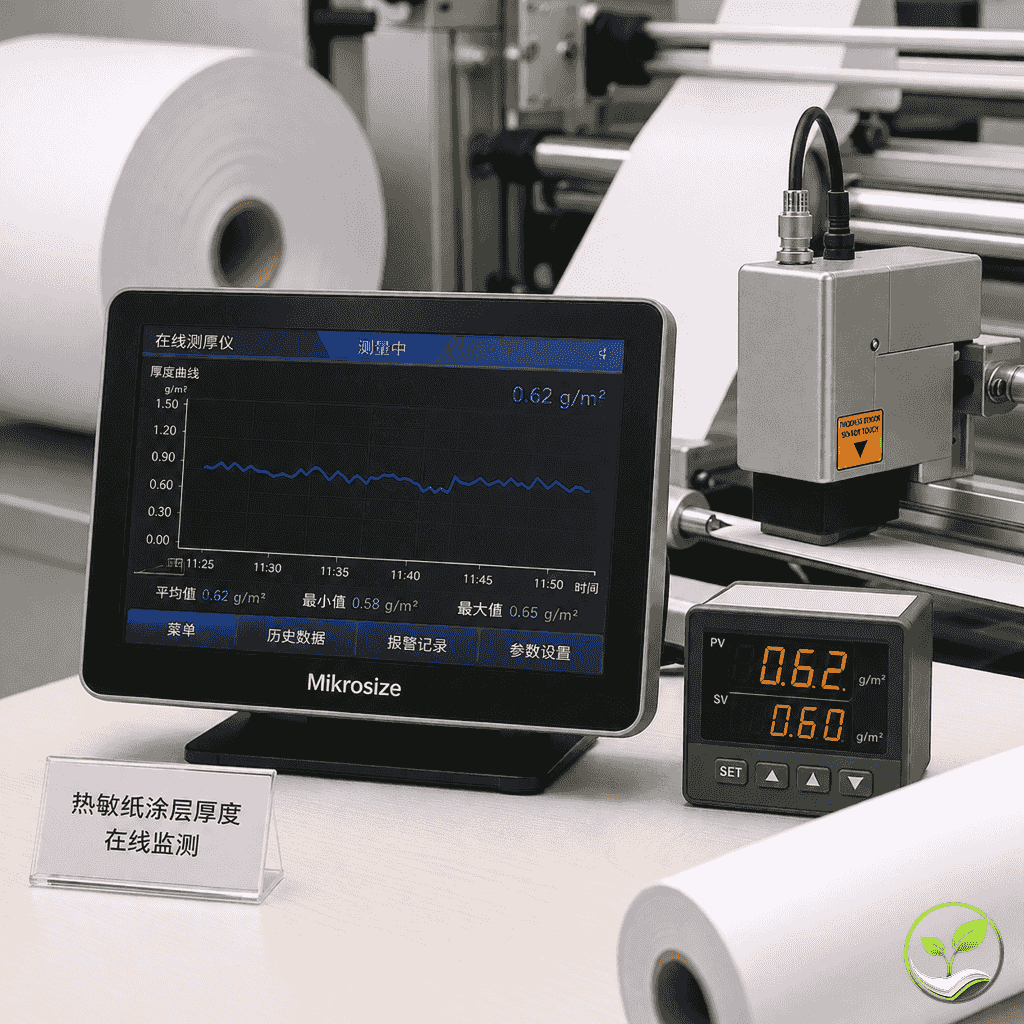
- 涂层厚度:3-5微米是生命线
在线厚度监测仪以每秒100个检测点扫描断面,超出范围立即声光报警。品控人员需30秒内确认异常区间并决定是否启动剔除。经验表明,厚度波动超0.3微米时打印发色密度就会出现肉眼差异。
- 均匀度:温度、粘度、压力的三角平衡
涂布辊温度波动(目标±2℃)、涂料粘度、辊间压力漂移直接影响均匀度。品控每班次记录三项参数实时曲线,连续3个点超出容忍范围时通知操作工调整涂布头间隙或更换过滤网。建议通过小批量试运行确定最优参数。
- 附着力:温湿度环境下的“隐形杀手”
高湿度(>80%RH)下基纸吸潮导致涂层附着力下降。每批次生产前抽取样品在恒温恒湿箱预处理24小时,再进行打印测试,确认无掉粉起皮。首次使用新涂料需至少完成3次小批量验证。
缺陷防线:常见问题的在线识别与剔除
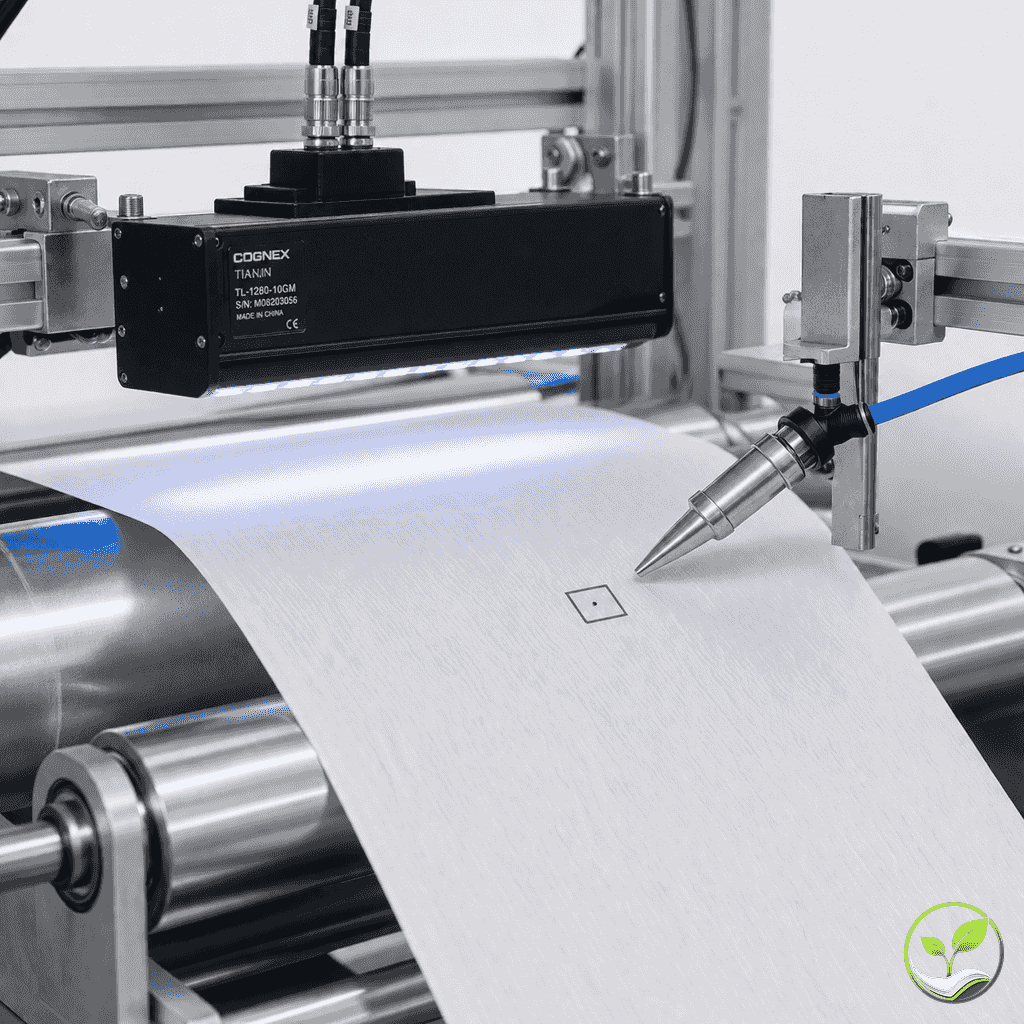
现象一:涂层不均匀(条纹或局部过薄)
- 在线识别:高清线阵相机实时扫描,灰度变化判定均匀度,精度0.1mm²。
- 处理:触发报警后调取前30秒回放,检查涂布辊表面异物或刮刀磨损。30秒内无法排除原因,降速至150米/分钟以下,同时启动人工抽检(每10米取样1米)直至解决。
现象二:起泡(涂层局部鼓起)
- 在线识别:超声波传感器检测到厚度突变超正常值20%以上判定起泡。
- 剔除:气动装置0.1秒内标记切除前后各2米。每班次至少验证一次剔除响应时间,确保实际切点与标记点偏差不超过0.5米。
品控节奏:自动化与人工抽检的配合机制
自动化覆盖99%表面检测,但无法替代人对异常趋势的预判。工作节奏如下:
- 每30分钟人工抽检(取2米样品,进行打印浓度、条码扫描、揉搓附着力测试)。
- 每2小时校准一次在线监测设备(用标准样块对比厚度、颜色)。
- 每班次汇总报警次数、不合格率、校准偏差,填写《自动化品控交接记录》。同一缺陷连续出现3次启动追溯,回溯前30分钟涂布参数曲线。
核心在于:自动化承担高频重复检测,品控人员聚焦参数趋势分析和标准边界验证。这套方法适合已配备在线监测、生产线速度150米/分钟以上的车间;手工涂布或半自动化产线,建议先完善基础铺层厚度检测,再逐步引入。品控不是买台机器就能省事,而是把人放对位置。