
先给结论:我们这条线升级后,产能从35m/min提到45m/min,合格率没掉
改造费用只占整线投资的18%——没换整机,只改了干燥段和收卷段。涂布速度提升28.6%。干燥段改造后回粘率从3%降到0.5%,收卷断纸频次从每天4次降到1次。参数对比如下:
| 项目 | 改造前 | 改造后 |
|---|---|---|
| 涂布速度 | 35 m/min | 45 m/min |
| 干燥箱出口温度波动 | ±5℃ | ±2℃ |
| 收卷张力偏差 | 0.8 N | 0.2 N |
| 涂布湿膜厚度标准差 | 0.6 μm | 0.3 μm |
| 合格率 | ≥98% | ≥98%(未下降) |
核心差异在成本:干燥段加装两排靶式风嘴(约2.5万元),收卷换成伺服电机+张力传感器(约1.8万元),涂布头刮刀换陶瓷涂层(约0.3万元),总投入不到5万元,而整线新购类似产能设备需30万以上。此方案适合35m/min级别的老旧线,原线速低于25m/min则效果打折扣。
原产线卡在哪:干燥段是短板,收卷是次短板
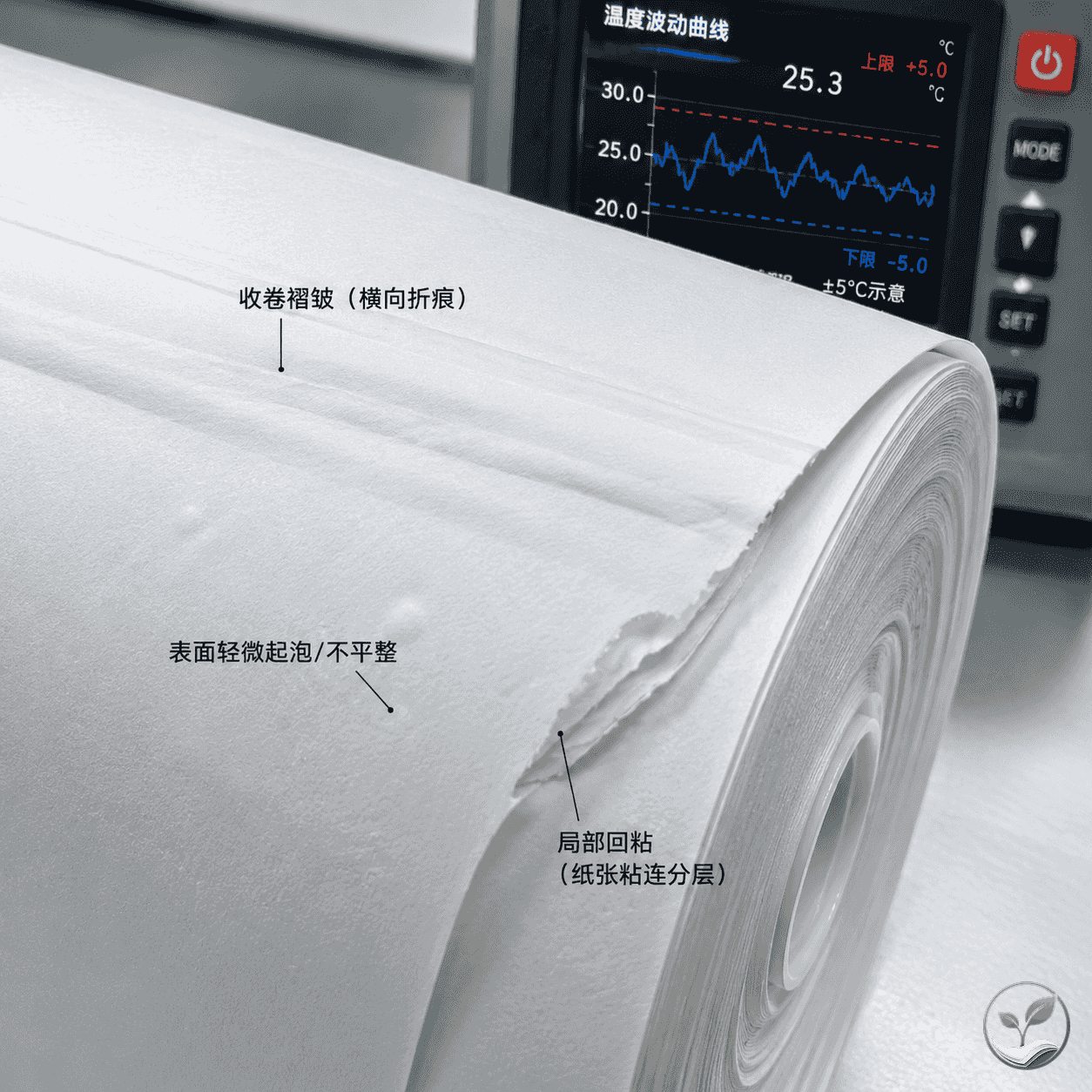
瓶颈集中在:干燥箱热风分布不均(出口温度波动±5℃,局部温差达8℃),导致回粘和过干;收卷张力波动大(偏差0.8N),每天断纸4次,每次停机15分钟;涂布头刮刀磨损快(不锈钢每48小时需换刀,换刀后前30米厚度不稳)。三者叠加锁死涂布速度上限35m/min。
改造方案怎么落地:干燥加风嘴,收卷加闭环,涂布头换刮刀
- 干燥段:加装两排靶式风嘴,风速从3.2 m/s提升到3.8 m/s;温控分区从两段调整为三段(前段120℃、中段110℃、后段90℃),温度波动缩至±2℃。注意根据季节湿度微调中段温度。
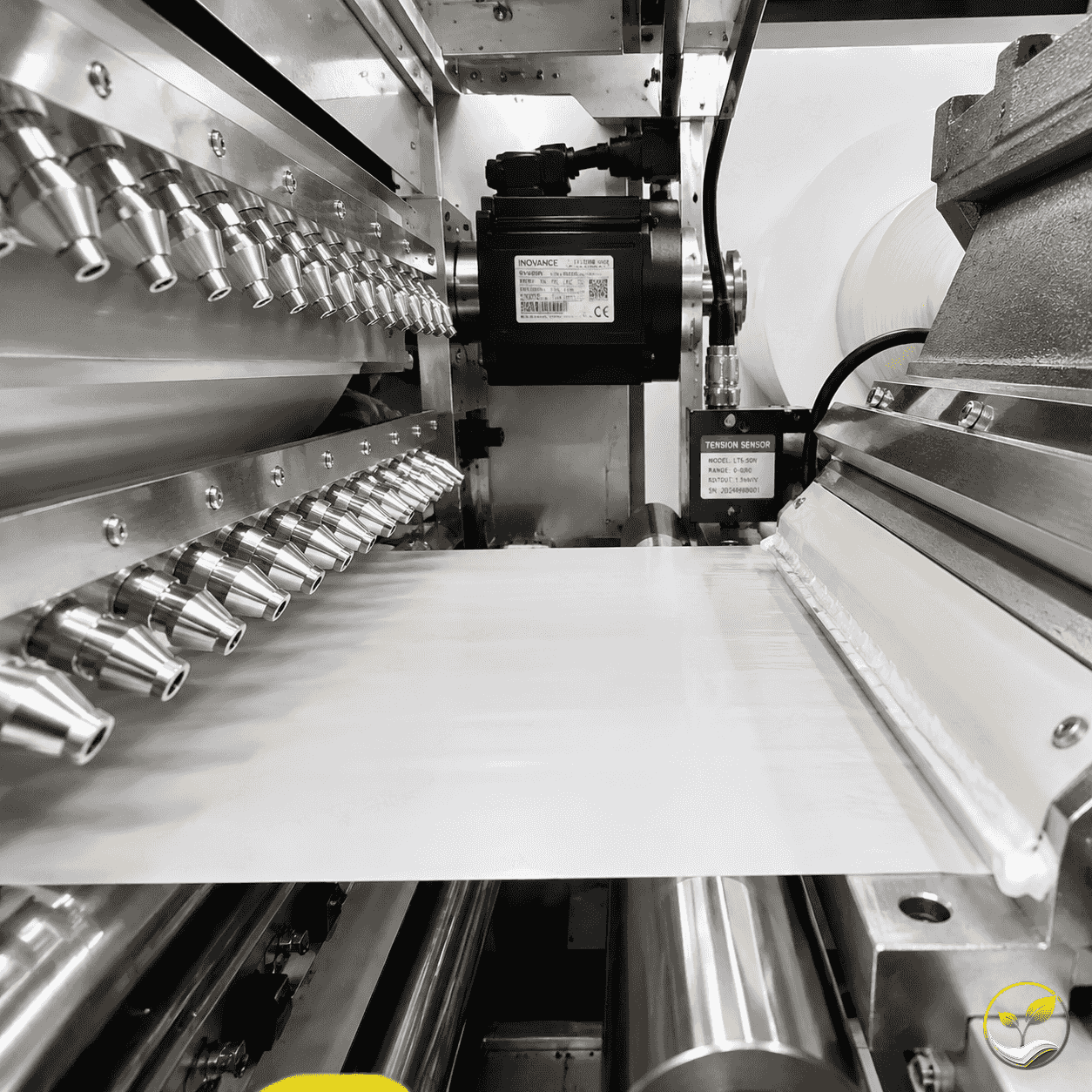
- 收卷段:换伺服电机+张力传感器,PID参数按比例0.5、积分0.02、微分0.1试跑,再微调(我们最终比例调到0.6才稳定)。建议至少跑一周再锁定参数。
- 涂布头:刮刀换成陶瓷涂层钢,换刀频率从48小时延长到120小时,刀后厚度波动从0.6μm降到0.3μm。年换刀次数从180次降到72次,节省人工和材料约1.2万元。
实施节奏:停三天改,跑两周试,再固化参数
- 第1-3天:停线,拆除旧风嘴并标记原角度→安装新风嘴+伺服电机+张力传感器→改电气控制系统+换刮刀,下午通电空转检查。
- 第4-7天:试产,每2小时间断取样测显色密度、防水性、抗刮性(500克砝码刮3次无划痕)。
- 第8-14天:连续生产,记录异常(断纸、回粘、厚度波动),试产前两周禁止切换新纸种。两周后固化参数。
关键注意:收卷接线后要测绘转速-张力曲线,确保PLC匹配。
试产验证必须盯的三个数据:密度、断裂、能耗
- 显色密度:用密度计测涂布面5点平均值,要求1.15-1.25 D。密度偏低先查涂布湿膜厚度,再查干燥温度。
- 纵向伸长率:拉伸机测试,不低于改造前平均值(如8.5%)。低于7%则下调中段温度或降低收卷张力。
- 吨纸能耗:改造后我们线下降12%(380→335 kWh)。如果下降不明显,检查新风嘴是否堵塞或风机转速过高。
现场记录员必须手写每天的温度、速度、湿度、取样密度值,两周后排除季节性干扰。
采购落地动作:先买两吨次品纸做跑机测试
用次品纸(成本约3000元)更真实反映设备纠偏能力。第一吨用原配方跑45m/min,2小时记录断纸次数、回粘面积、厚度波动;第二吨若故障率低于1次/小时,改用新配方跑2小时。对比改造前数据(原35m/min断纸4次/2小时),改造后断纸≤1次且合格率≥95%即可切换正品。测试后立即清洗干燥箱。
适合谁、不适合谁
适合35m/min级别的老旧线(机械结构尚可、干燥和收卷是主要短板)。原线速低于25m/min或断纸源于原纸强度不足的,应先换原纸品牌。改造不解决原纸问题。